

News




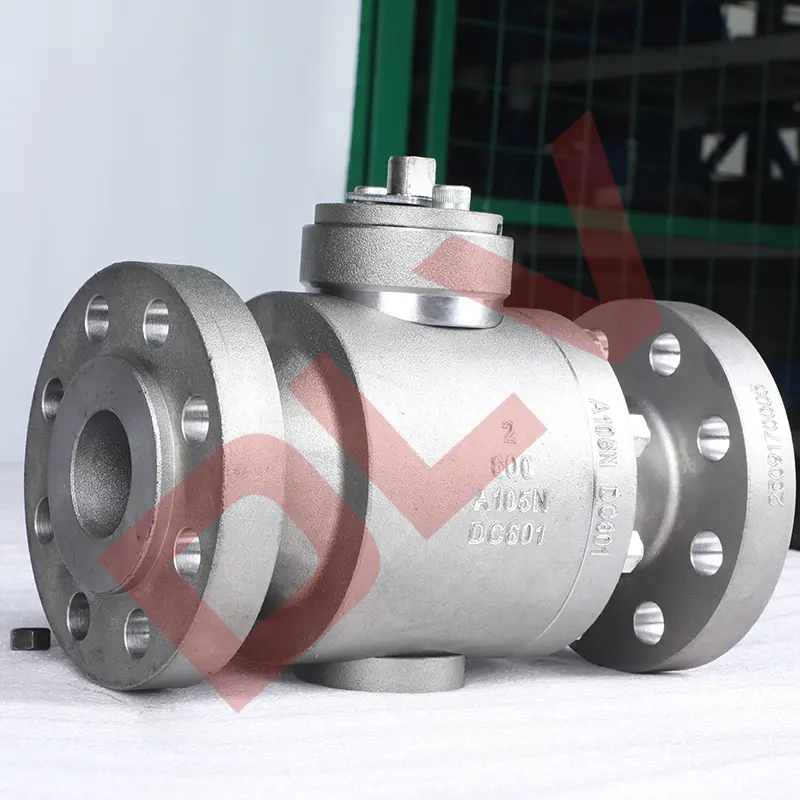

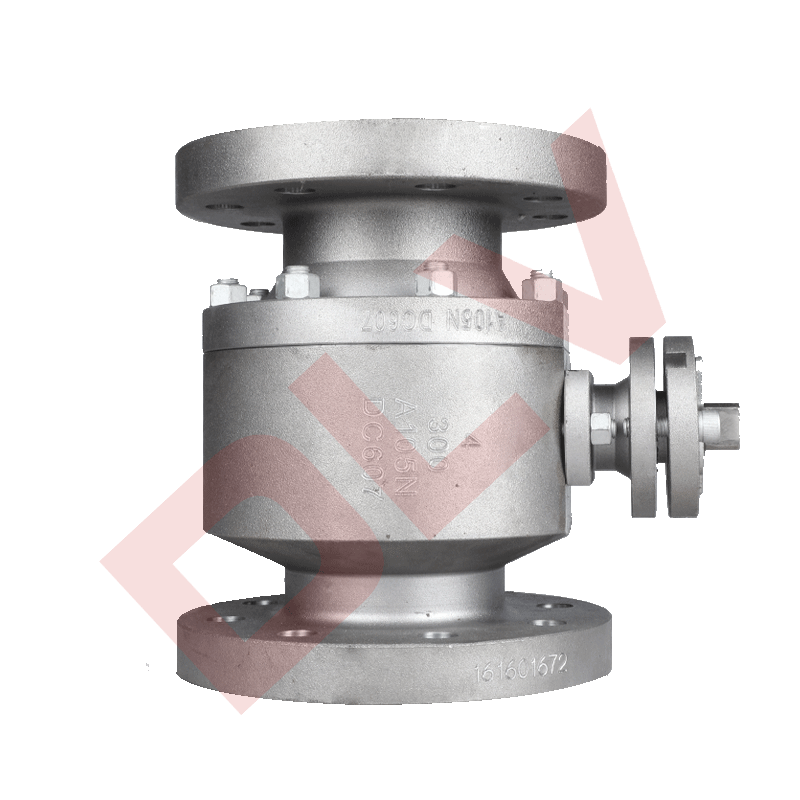


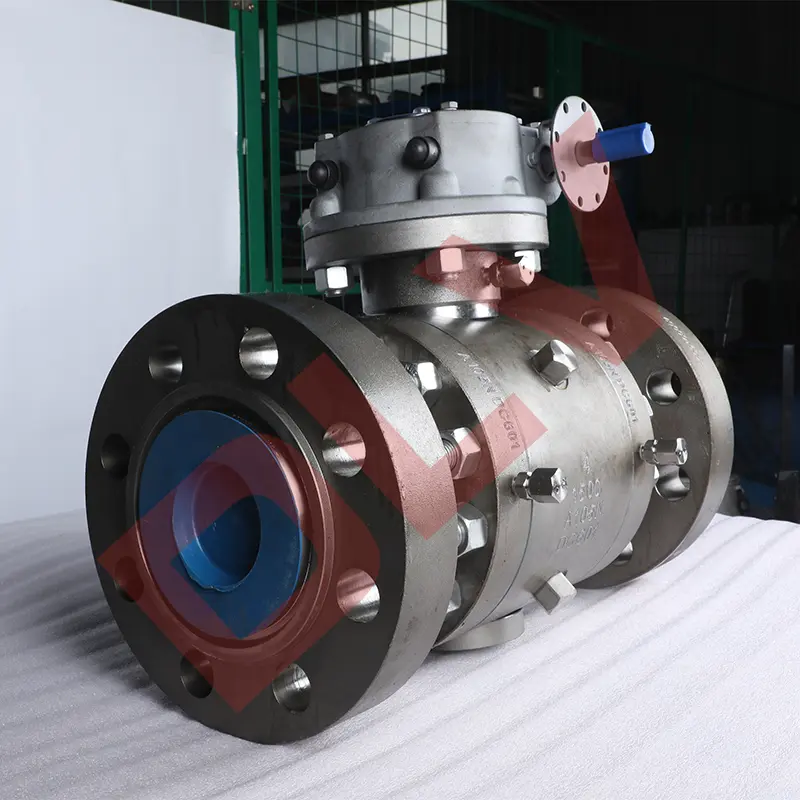
Ball valves in continuous development
The invention of the ball valve can be said to be a revolutionary development in the valve industry, providing many unique solutions to meet the requirements of modern flow control. However, in fact, its unique advantages did not appear at the beginning of the invention. In the early days, due to the lack of machining technology to manufacture truly circular spheres, and the sealing materials related to the use of natural rubber at that time were very limited, resulting in ball valves that could not be used in the industrial field.
During World War II and until the 1950s, processing technologies developed for the war effort allowed the unique advantages of ball valves to be introduced for military use. The development of synthetic materials such as polytetrafluoroethylene (PTFE) (often known by the Teflon brand name) has paved the way for the application of ball valves in the industrial sector.
Today, ball valves are widely used in liquid, gas and even solid flow control. These applications range in temperature from -450°F (-267°C) to more than 1600°F (871°C) and can range in pressure from full vacuum to over 20,000 psi.
With the advanced design and materials offered by modern ball valves, they can be applied in many industries. It mainly includes:
▶ Petrochemical industry: mainly used for raw material transportation, product separation and refining in the process of oil, natural gas, refining and chemical production. With its excellent sealing performance and reliability, ball valves ensure the safe and efficient transmission of fluids in these industries.
▶ Water conservancy, water supply and drainage system: used to regulate and cut off water flow in urban water supply, drainage, water supply and drainage treatment facilities. Ball valve has strong adaptability to the medium and simple operation, so it has a wide range of application prospects in water conservancy projects.
Power industry: Ball valves are widely used in thermal power generation, nuclear power and other fields. For example, thermal power plant boilers, steam turbines and various thermal pipeline systems are used to achieve accurate control and safe blocking.
▶ Food and Pharmaceutical industry: In the food and pharmaceutical sector, hygiene and cleanliness are of Paramount importance, and the ball valve's no-dead design and good material enable it to meet stringent hygiene standards. In addition, the ball valve can also ensure the precise adjustment and control of various food, beverage and pharmaceutical raw materials in the production process.
Because of its superior sealing performance and high pressure bearing capacity, ball valves can effectively control the flow of refrigerant, thereby improving the operating efficiency and stability of the system.
▶ Marine and offshore engineering: Ball valves can withstand high pressure and corrosion resistance in the fields of Marine power system, Marine auxiliary system and offshore oil and gas exploitation to ensure reliable transmission of media.
Welcome to order fixed ball Valve, floating ball valve, low temperature ball valve, hard seal ball valve and so on from Yongjia Dalunwei Valve Co., Ltd